PA 6 vs PA 12: Az alapvető különbség egy pillantásra
A PA 6 (Polyamide 6, más néven Nylon 6) és PA 12 (Polyamide 12, más néven Nylon 12) egyaránt a poliamid családból származó hőre lágyuló műanyagok, de molekulaszerkezetükben, nedvességfelvételükben, kémiai ellenállásukban, mechanikai tulajdonságaikban és feldolgozási viselkedésükben jelentősen eltérnek egymástól. A nevükben szereplő szám a monomerláncban lévő szénatomok számára utal – a PA 6 kaprolaktámból (6 szénatom), míg a PA 12 laurolaktámból (12 szénatom) származik. Ez a látszólag egyszerű szerkezeti különbség drámaian eltérő anyagviselkedést hoz létre a valós alkalmazásokban.
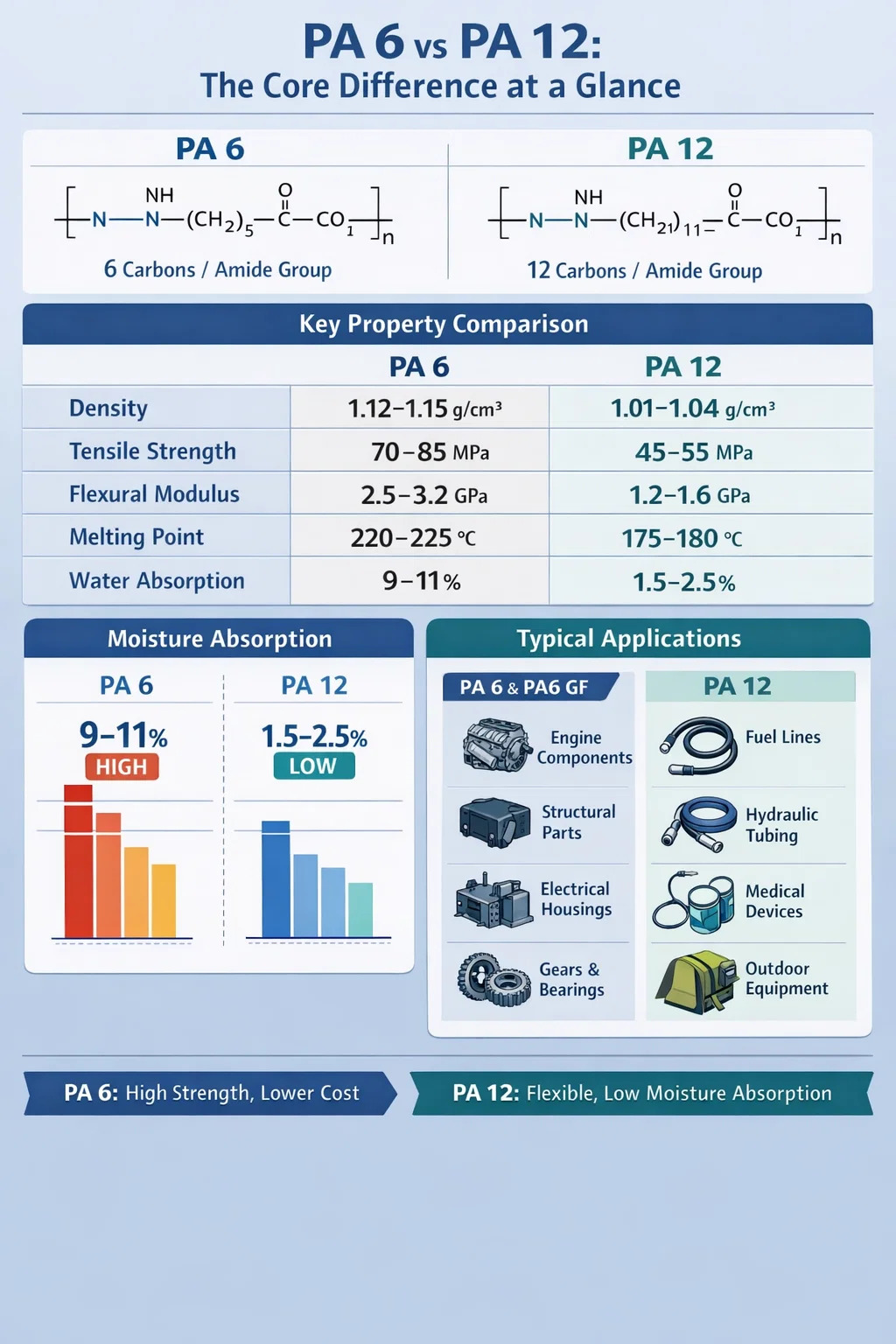
Röviden: a PA 6 nagyobb merevséget, jobb mechanikai szilárdságot és alacsonyabb költséget kínál, így ideális szerkezeti és teherhordó alkatrészekhez. A PA 12 kitűnik a méretstabilitásban, az alacsony nedvességfelvételben és a rugalmasságban, ezért előnyös választás csővezetékekhez, üzemanyag-vezetékekhez és kültéri alkalmazásokhoz, ahol a nedvességállóság kritikus. Üvegszál-erősítés hozzáadásakor - formázás PA6 GF anyagok — a PA 12 merevségi teljesítménybeli különbsége még tovább nő a PA 6 javára.
Molekulaszerkezet és amidcsoport-sűrűség
A PA 6 és PA 12 közötti alapvető különbség abban rejlik, hogy milyen gyakran jelennek meg amidcsoportok (-CO-NH-) a polimer váz mentén. A PA 6-ban 6 szénatomonként amidkötés fordul elő. A PA 12-ben a távolság 12 szénatomra terjed ki az egyes amidkötések között.
Az amidcsoportok hidrofilek – hidrogénkötés révén vonzzák és kötik meg a vízmolekulákat. Ez azt jelenti, hogy a PA 6 nagyobb amidcsoport-sűrűségével lényegesen több nedvességet szív fel, mint a PA 12. A PA 6 akár 9-11% nedvességet is képes elnyelni vízben való telítéskor, míg a PA 12 csak körülbelül 1,5-2,5%-ot. Ez nem csekély különbség – közvetlenül befolyásolja a méretstabilitást, a mechanikai teljesítményt és az elektromos tulajdonságokat a termék élettartama során.
A PA 12 hosszabb alifás lánca szintén hozzájárul a lánc nagyobb mobilitásához és alacsonyabb üvegesedési hőmérséklethez. A PA 12 még -40°C-os hőmérsékleten is rugalmas marad, ezért széles körben használják autók üzemanyag- és fékvezetékeiben hideg éghajlatú alkalmazásokban.
Kulcstulajdonságok összehasonlítása: PA 6 vs PA 12
Az alábbi táblázat a legfontosabb anyagtulajdonságok egymás melletti műszaki összehasonlítását tartalmazza a két poliamid közül válogató tervezők számára.
| Tulajdon | PA 6 | PA 12 |
|---|---|---|
| Sűrűség (g/cm³) | 1,12–1,15 | 1,01–1,04 |
| Szakítószilárdság (MPa) | 70–85 | 45–55 |
| Hajlítási modulus (GPa) | 2,5–3,2 | 1,2–1,6 |
| Olvadáspont (°C) | 220–225 | 175–180 |
| Vízfelvétel (telítettség, %) | 9–11 | 1,5–2,5 |
| Rugalmasság alacsony hőmérsékleten | Mérsékelt | Kiváló (-40°C-ig) |
| Vegyi ellenállás | Jó | Kiváló |
| UV-állóság | Mérsékelt | Jó |
| Relatív anyagköltség | Alacsony | Magas (2–3 × PA 6) |
| Feldolgozhatóság | Kiváló | Jó |
Nedvességelnyelés és méretstabilitás
A nedvességelnyelés az egyik legkritikusabb tényező, amely megkülönbözteti a PA 6-ot a PA 12-től a gyakorlati tervezésben. A PA 6 alkatrészei akár annyival is változtathatják méreteiket 1,5-2,0% hosszúságú mivel a formázás után idővel felszívják a légköri nedvességet. Emiatt a nem megerősített PA 6-ból készült precíziós alkatrészek használata kihívást jelent szűk tűréshatárú szerelvényekben, kivéve, ha a tervezésben a kondicionálást is figyelembe veszik, vagy üvegszál-erősítést alkalmaznak a méretváltozások elnyomására.
Ezzel szemben a PA 12 0,5%-nál kisebb méretváltozásokat mutat azonos körülmények között. Ez sokkal kiszámíthatóbbá teszi a szolgáltatást, és ez az egyik elsődleges oka annak, hogy a tervezők a PA 12-t választják hidraulikus csatlakozókhoz, precíziós szerelvényekhez és kis furatú csövekhez, ahol az illeszkedésnek és a funkciónak állandónak kell maradnia a változó páratartalmú környezetben.
A nedvesség a mechanikai tulajdonságokat is befolyásolja. A szárazon öntött állapotban tesztelt PA 6 alkatrész 80 MPa szakítószilárdságot mutathat, de 50%-os relatív páratartalom melletti egyensúlyi nedvességtartalomig történő kondicionálás után ez körülbelül 55-60 MPa-ra csökkenhet. Ez egy ismert kompromisszum, amelyet figyelembe kell venni a PA 6 szerkezeti alkalmazásokhoz történő meghatározásakor. A PA 12 sokkal kisebb eltéréseket mutat – kondicionált mechanikai tulajdonságai a száraz értékek közelében maradnak, ami leegyszerűsíti az anyagspecifikációt a tervezők számára.
Üvegszál erősítésű PA 6: Mit hoznak a PA6 GF anyagok az asztalra
Amikor üvegszálat adnak a PA 6-hoz, a kapott PA6 GF anyag (általában PA6 GF15, PA6 GF30, PA6 GF50 stb. néven kapható, ahol a szám az üvegszál tömegszázalékos tartalmát jelzi) merevsége és szilárdsága drámai átalakuláson megy keresztül. Ez az egyik legszélesebb körben használt megerősítési stratégia a műszaki műanyagokban.
Hogyan változtatja meg az üvegszál a PA 6 teljesítményét
A PA6 GF30 (30% üvegszál erősítésű PA 6) a leggyakrabban meghatározott minőség. A következőket szállítja:
- Szakítószilárdsága a 170-190 MPa , több mint kétszerese a megerősítetlen PA 6-nak
- Hajlítási modulusa 8-10 GPa 2,5–3,2 GPa a tiszta PA 6-hoz képest
- Csökkentett nedvességfelvétel – maga az üvegszál nem szívja fel a vizet, így a kompozit hatékony nedvességfelvétele lényegesen alacsonyabb, mint a tiszta PA 6 esetében
- Jobb méretstabilitás – csökken a vetemedés és a formázás utáni zsugorodás, bár az anizotróp zsugorodás új szempont a szálorientáció miatt
- A hőeltérítési hőmérséklet kb 200-210°C (vs. ~185°C tiszta PA 6 esetén 1,8 MPa terhelés mellett)
A PA6 GF anyagokat széles körben használják autóipari szívócsövekben, motorburkolatokban, szerkezeti konzolokban, elektromos házakban és ipari szivattyúalkatrészekben. A nagy merevség, a jó hőállóság és a viszonylag alacsony nyersanyagköltség kombinációja a PA6 GF30-at az egyik legköltséghatékonyabb műszaki vegyületté teszi a piacon.
PA6 GF vs PA 12: Közvetlen összehasonlítás
A PA6 GF anyagok és az erősítés nélküli PA 12 összehasonlításakor a választás árnyaltabb lesz. A PA6 GF30 jelentősen felülmúlja a PA 12-t merevség és hőállóság tekintetében, de a PA 12 továbbra is nyerni fog a rugalmasság, az üzemanyagokkal és hidraulikafolyadékokkal szembeni vegyszerállóság, valamint az alacsony hőmérsékletű szívósság tekintetében. Ha az alkalmazás merev szerkezeti alkatrészt kíván meg, amely magas hőmérsékleten működik, akkor a PA6 GF az egyértelmű nyertes. Ha az alkatrész egy flexibilis üzemanyagvezeték vagy egy fékfolyadéknak kitett csatlakozó és -30°C-os téli hőmérséklet, akkor a PA 12 továbbra is a megfelelő választás.
Vegyszerállóság: ahol a PA 12 jobban teljesít
A PA 12 a PA 6-hoz képest kiváló ellenálló képességgel rendelkezik a vegyszerek széles skálájával szemben. Az alacsonyabb amidcsoport-sűrűség miatt jobban ellenáll a hidrolízisnek, valamint a savak, lúgok és szerves oldószerek támadásainak. Az autóipari alkalmazásokban ez jobb ellenállást jelent:
- Üzemanyagok, beleértve az etanol keverékeket (E10, E85) és a gázolajat
- Hidraulika- és fékfolyadékok (DOT 4 és DOT 5.1)
- Cink-klorid és kalcium-klorid útsók
- Autózsírok és kenőolajok
A PA 6 számos ilyen környezetben megfelelően működik, de mechanikai terhelés hatására cink-klorid hatásának kitéve feszültségrepedést mutathat – ezt a jelenséget környezeti feszültségrepedésnek (ESC) nevezik. Történelmileg ez volt a probléma a PA 6 klipekkel és konzolokkal olyan tető alatti környezetben, ahol útsókat tartalmazó útfröccsenés van jelen. A PA 12 lényegesen kevésbé érzékeny az ilyen típusú meghibásodásokra.
Gyógyszerészeti és élelmiszerrel érintkező alkalmazásokhoz a PA 12 szabályozási előnyöket is kínál bizonyos piacokon, mivel alacsonyabb extrahálható tartalmat és idővel stabilabb felületi kémiát mutat.
Feldolgozási különbségek a PA 6 és a PA 12 között
Mindkét anyag hőre lágyuló műanyag, amelyet elsősorban fröccsöntéssel és extrudálással dolgoznak fel, de eltérő olvadáspontjuk és nedvességérzékenységük eltérő feldolgozási követelményeket támaszt.
Szárítási követelmények
Magas nedvszívó képessége miatt a PA 6 különösen érzékeny a hidrolitikus lebomlásra a feldolgozás során, ha nem szárítják megfelelően. A PA 6 ajánlott szárítási feltételei általában a következők 80°C-on 4-8 órán keresztül párátlanító szárítóban 0,2% alatti nedvességtartalom eléréséhez. A PA 6 megfelelő szárításának elmulasztása foltokat, csökkent molekulatömeget és mechanikai tulajdonságokat eredményez a fröccsöntött részben. A PA6 GF anyagok ugyanazokkal a szárítási követelményekkel rendelkeznek.
A jóval alacsonyabb higroszkópos PA 12 kevésbé agresszív szárítást igényel – jellemzően 80°C-on 2-4 órán keresztül elegendő. Ez feldolgozási hatékonysági előnyt jelenthet a nagy volumenű gyártásban.
Olvadékhőmérséklet és formahőmérséklet
A PA 6 feldolgozása 240-280°C olvadékhőmérsékleten történik, míg a PA 12 alacsonyabb 200-240°C-on. A PA 12 alacsonyabb feldolgozási hőmérséklete bizonyos esetekben csökkentheti az energiafogyasztást és a ciklusidőt. A PA 12 alacsonyabb olvadáspontja azonban azt is jelenti, hogy alacsonyabb a folyamatos üzemi hőmérséklete is – ez releváns a forró környezethez való alkatrészek, például a motorháztető alatti alkatrészek meghatározásakor.
Zsugorodás és vetemedés
A megerősítetlen PA 6 izotróp módon zsugorodik körülbelül 1,0-1,5%-kal a fröccsöntés során. A PA6 GF anyagok anizotróp zsugorodást mutatnak - áramlási irányban kisebb (kb. 0,2-0,5%) és keresztirányban nagyobb (körülbelül 0,6-1,2%) -, amelyet a formatervezésnél figyelembe kell venni a vetemedés elkerülése érdekében. A PA 12 mérsékelt, 0,8–1,5% körüli zsugorodást mutat, és a benne rejlő rugalmasság miatt kiszámíthatóbban viselkedik a vékony falú részeken.
Hőteljesítmény és hosszú távú hőöregedés
A PA 6 magasabb olvadásponttal (220–225 °C) és általában jobb hőteljesítményű, mint a PA 12-nek (175–180 °C). Üvegszállal megerősítve a PA6 GF anyagok folyamatosan működhetnek akár 130-150°C (hőstabilizáló csomagokkal), így alkalmasak az autók motorháztető alatti alkalmazásokra.
Az alacsonyabb olvadáspontú PA 12 folyamatos üzemi hőmérséklete jellemzően 100-110°C körül van. Azoknál az alkalmazásoknál, ahol a motor hőjének vagy a magas környezeti hőmérsékletnek van kitéve, ez olyan kizáró korlátozás lehet, amely a PA6 GF anyagok vagy akár magasabb hőmérsékletű poliamidok, például PA 46 vagy PPA felé kényszeríti a tervezőket.
Mindkét anyagból rendelkezésre állnak hőstabilizált minőségek. A PA6 GF30 HS (hővel stabilizált) minőségeket általában olyan motoralkatrészekhez írják elő, ahol 150°C-os folyamatos expozíció várható, rövid távú csúcsokkal 170°C-ig. A PA 12 hőstabilizált minőségek folyamatosan 120°C körüli hőmérsékletre növelik a szolgáltatást – ez a javulás, de még mindig alacsonyabb, mint a PA6 GF hasonló alkalmazásokban.
Tipikus alkalmazások: ahol minden anyagot felhasználnak
A PA 6, PA6 GF anyagok és PA 12 különböző tulajdonságprofiljai természetesen különböző alkalmazási területekhez vezetnek. A következő lebontás a valós használati szokásokat tükrözi a főbb iparágakban.
PA 6 és PA6 GF – Elsődleges alkalmazási területek
- Autóipar: Szívócsövek (PA6 GF30/GF50), motorburkolatok (PA6 GF30 HS), légszűrőházak, biztonsági öv alkatrészek, pedálrendszerek, kerékburkolatok
- Elektromos és elektronikai: Megszakítóházak, csatlakozóblokkok, kapcsolóberendezés-alkatrészek, kábelkötegelők, motorházak
- Ipari gépek: Fogaskerekek, csapágyak, perselyek, szállítószalag alkatrészek, szivattyúházak
- Fogyasztási cikkek: Elektromos szerszámházak, kerékpár alkatrészek, csomagtartók, sportszerek
- Textil: Fonal, harisnya, ruházati szövetek (erősítetlen PA 6 szál)
PA 12 – Elsődleges alkalmazási területek
- Gépjármű csövek: Üzemanyagvezetékek, fékvezetékek, hidraulika vezetékek, párakezelő csövek, légfékvezetékek teherautókhoz
- Ipari folyadékkezelés: Pneumatikus csövek, vegyszertovábbító vezetékek, sűrített levegő elosztás
- Orvosi eszközök: Katéter alkatrészek, sebészeti műszer fogantyúi, gyógyszeradagoló készülék házai
- 3D nyomtatás (SLS): A PA 12 por a domináns anyag a szelektív lézeres szinterezéshez következetes olvadási viselkedésének és utófeldolgozási rugalmasságának köszönhetően
- Offshore és tenger alatti: Rugalmas csövek, kábelköpenyek, köldökcsövek olaj- és gázinfrastruktúrához
- Lábbeli: Síbakancs-alkatrészek, sportcipő-alkatrészek, amelyek rugalmasságot igényelnek nulla alatti hőmérsékleten
Költségmegfontolások: PA 6 vs PA 12 Gazdasági valóság
A költség gyakran döntő tényező az anyagválasztásban, és a PA 6 ebben jelentős előnyt jelent. A PA 12 kilogrammonként általában 2-3-szor többe kerül, mint a PA 6 , és ez a prémium tovább bővül, ha a PA6 GF30-at PA 12-vel hasonlítjuk össze. Az árkülönbség a nyersanyag-gazdaságossági szempontokat tükrözi – a laurolaktám (a PA 12 monomer) összetettebb és kevésbé széles körben előállított vegyi anyag, mint a kaprolaktám (PA 6 monomer), amelyet világszerte nagyon nagy mennyiségben gyártanak.
A nagy mennyiségű fogyasztási cikkek vagy szerkezeti autóipari alkatrészek esetében, ahol a tervezés PA 6 vagy PA6 GF anyagokat is alkalmazhat, jelentős költségmegtakarítás érhető el. Egy nagy autóipari OEM, amely évente 500 000 szívócsövet gyárt PA6 GF30 felhasználásával PA 12 ekvivalens helyett (ha létezne ilyen megfelelő merevséggel), évente több millió dolláros nyersanyag-megtakarítást érne el.
A PA 12 költsége csak akkor indokolt, ha specifikus tulajdonságait – nedvességállóságot, vegyszerállóságot, rugalmasságot, alacsony hőmérsékleti teljesítményt – az alkalmazás valóban megköveteli. A PA 12 túlzott meghatározása, ahol PA 6 vagy PA6 GF anyagok elegendőek lennének, gyakori, de szükségtelen költség a kevésbé tapasztalt tervezési programokban.
PA 6, PA6 GF és PA 12 az additív gyártásban
Az additív gyártás, különösen a szelektív lézerszinterelés (SLS) összefüggésében a PA 12 uralja a porágyas fúziós piacot. Alacsonyabb olvadáspontja, szűk olvadási tartománya és kedvező újraszilárdulási viselkedése megkönnyíti az SLS-rendszerekben történő feldolgozást anélkül, hogy a fel nem használt por túlzott lebomlása a felépítések között. A világszerte legszélesebb körben használt kereskedelmi SLS por – EOS PA 2200 – PA 12 minőségű.
A PA 6 és PA6 GF anyagokat sikeresen adaptálták az SLS-hez, és több beszállító kínál üveggyöngyökkel vagy szénszálakkal megerősített PA6 alapú porkeverékeket a nagyobb merevség érdekében. Azonban a PA 6 magasabb olvadáspontja és szűkebb folyamatablaka megköveteli az SLS rendszerekben, és ebben a folyamatban nem érte el a PA 12-vel azonos piaci elterjedtségét.
Az FDM-hez (olvasztott lerakódási modellezés) PA 6 szálak állnak rendelkezésre, de magas hőmérsékletű extruderekre (240 °C feletti fúvóka) és burkolatokra van szükség, mivel az anyag nedvességet szív fel és vetemedik. A PA 12 jobban teljesít szabadtéri FDM környezetben, mivel alacsonyabb a nedvességfelvétele és jobb a rétegtapadása alacsonyabb feldolgozási hőmérsékleten.
Fenntarthatóság és újrahasznosíthatóság
Mind a PA 6, mind a PA 12 hőre lágyuló műanyag, és elméletileg újraolvasztással újrahasznosítható, bár mechanikai tulajdonságaik minden feldolgozási ciklusban romlanak a láncszakadás és a molekulatömeg-csökkenés miatt. A gyakorlatban a posztindusztriálisan újrahasznosított (PIR) tartalmat gyakrabban használják nem kritikus alkalmazásokban, például kábelkötegelőkben, csövekben és fröccsöntött házakban.
A PA 6 jelentős előnnyel rendelkezik a vegyi újrahasznosításban. A kaprolaktám (a PA 6 monomer) a PA 6 hulladékból depolimerizálással kinyerhető, és újra felhasználható a szűz minőségű polimergyártásban. Az olyan cégek, mint a DSM (ma Envalior) és a Lanxess kereskedelmi eljárásokat fejlesztettek ki erre. A PA 12 vegyi újrahasznosítás kevésbé fejlett és kereskedelmileg kevésbé érett.
Ami a szénlábnyomot illeti, a PA 12 kilogrammonként magasabb környezeti terhelést jelent a monomerének bonyolultabb szintézisútja miatt. Mivel azonban a PA 12 alkatrészek tovább bírják agresszív környezetben anélkül, hogy a nedvesség és a vegyi anyagok károsítanák a PA 6-ban, az életciklus-elemzés néha előnyben részesíti a PA 12-t olyan alkalmazásokban, ahol kiküszöböli az idő előtti meghibásodásokat és cseréket.
Mindkét anyagnak létezik bioalapú változata. A bioalapú PA 6 (bio-eredetű kaprolaktám megújuló alapanyagokból, például ricinusolajból) és a bioalapú PA 12 (a ricinusolajból származó laurolaktám már évtizedek óta kapható a kereskedelemben, ahogyan az Evonik gyártja a Vestamid márkanév alatt) egyaránt elérhető a fosszilis tüzelőanyag-függőség csökkentésére törekvő tervezők számára.
Hogyan válasszunk a PA 6, PA6 GF és PA 12 között
Az anyagok közötti döntést a pályázati követelmények szisztematikus értékelésének kell vezérelnie. A következő útmutató egy kezdő keretet ad:
| Tervezési követelmény | Ajánlott anyag |
|---|---|
| Maximális merevség és szilárdság a legalacsonyabb áron | PA6 GF30 vagy PA6 GF50 |
| Tüzelőanyaggal vagy hidraulikafolyadékkal érintkező rugalmas cső vagy tömlő | PA 12 |
| Szerkezeti tartó, ház vagy motorháztető alatti alkatrész 150°C-ig | PA6 GF30 HS vagy PA6 GF50 HS |
| Kültéri rész UV és nedvesség kitettséggel, nagy terhelés nélkül | PA 12 (vagy PA6 UV stabilizátorral) |
| Szigorú mérettűrést igénylő precíziós alkatrész | PA 12 vagy PA6 GF (anizotrópia figyelembevételével) |
| SLS 3D nyomtatási alkalmazás | PA 12 por |
| Alacsony súrlódási igényű fogaskerék vagy csapágy | PA 6 (kenő minőségű vagy MoS₂ töltött) |
| Rugalmasságot igénylő alkatrész -30°C-on vagy az alatt működik | PA 12 |
Ha az első átvilágítás után még nem egyértelmű a döntés, érdemes anyagvizsgálati mintákat kérni a beszállítóktól és alkalmazás-specifikus vizsgálatokat végezni, beleértve a várható üzemi nedvességtartalomra való kondicionálást a mechanikai tulajdonságok mérése előtt. A szárazon fröccsöntött PA 6 és kondicionált PA 12 tesztelése irreális irányba torzítja az összehasonlítást – mindig hasonlítsa össze az anyagokat egyenértékű kondicionálási állapotban, amely reprezentálja a tényleges üzemi körülményeket.